Как рассчитать размер сварки: практическое руководство для мастеров
 дек, 23 2025
дек, 23 2025
Если вы когда-нибудь сталкивались с тем, что сварной шов треснул, деформировался или не выдержал нагрузки - скорее всего, проблема была не в технике сварки, а в размере сварки. Многие мастера думают, что чем больше шов, тем прочнее. Это заблуждение. Слишком большой шов - это не только лишний металл, лишний вес и лишние деньги. Это риск перегрева, коробления и даже скрытых трещин. А слишком маленький - это просто ненадежно. Как же правильно рассчитать размер сварки, чтобы шов был и прочным, и экономичным?
Почему размер сварки важнее, чем кажется
Сварной шов - это не просто «склейка» двух кусков металла. Это соединение, которое должно выдерживать те же нагрузки, что и основной материал. Если вы свариваете несущую конструкцию - например, раму для гаража, каркас забора или элемент фундамента - то шов должен быть не слабее самого металла. Иначе он станет слабым звеном.
Размер сварки определяется тремя основными параметрами: толщиной металла, типом соединения и нагрузкой, которую будет нести конструкция. Никакие «на глаз» или «как у соседа» не заменят расчета. Даже если вы свариваете что-то для себя, а не для промышленного использования - ошибки в размере шва могут привести к аварии. В Калининграде, где зимой на конструкции лежит снег, а температуры падают до -25°C, прочность сварного соединения особенно критична.
Как определить толщину металла
Первое, что нужно сделать - измерить толщину листов, которые вы свариваете. Используйте штангенциркуль. Не полагайтесь на маркировку - производители часто указывают усредненные значения, а реальная толщина может отличаться на 0,1-0,3 мм. Это может показаться мелочью, но для сварки это критично.
Например:
- Тонкий лист - 1,5-2 мм (например, профильная труба 20x20x1,5)
- Средний лист - 3-5 мм (уголки, пластины для крепления)
- Толстый лист - 6 мм и выше (несущие конструкции, рамы, фундаментные плиты)
Толщина металла - это база для расчета. Большинство стандартов (включая ГОСТ 5264-80) рекомендуют, чтобы катет сварного шва был равен толщине тонкого элемента в соединении. То есть, если вы свариваете лист 3 мм с листом 5 мм - берите 3 мм как основу.
Что такое катет сварного шва
Катет - это расстояние от начала сварного шва до его вершины, измеренное перпендикулярно к линии соединения. В простых случаях - это высота равнобедренного треугольника, который образует шов. Именно катет определяет прочность соединения.
Вот простое правило: катет сварного шва должен быть не меньше 0,7 толщины тонкого элемента. Но для ответственных конструкций - лучше 1,0-1,2 толщины. Это обеспечивает запас прочности.
Пример:
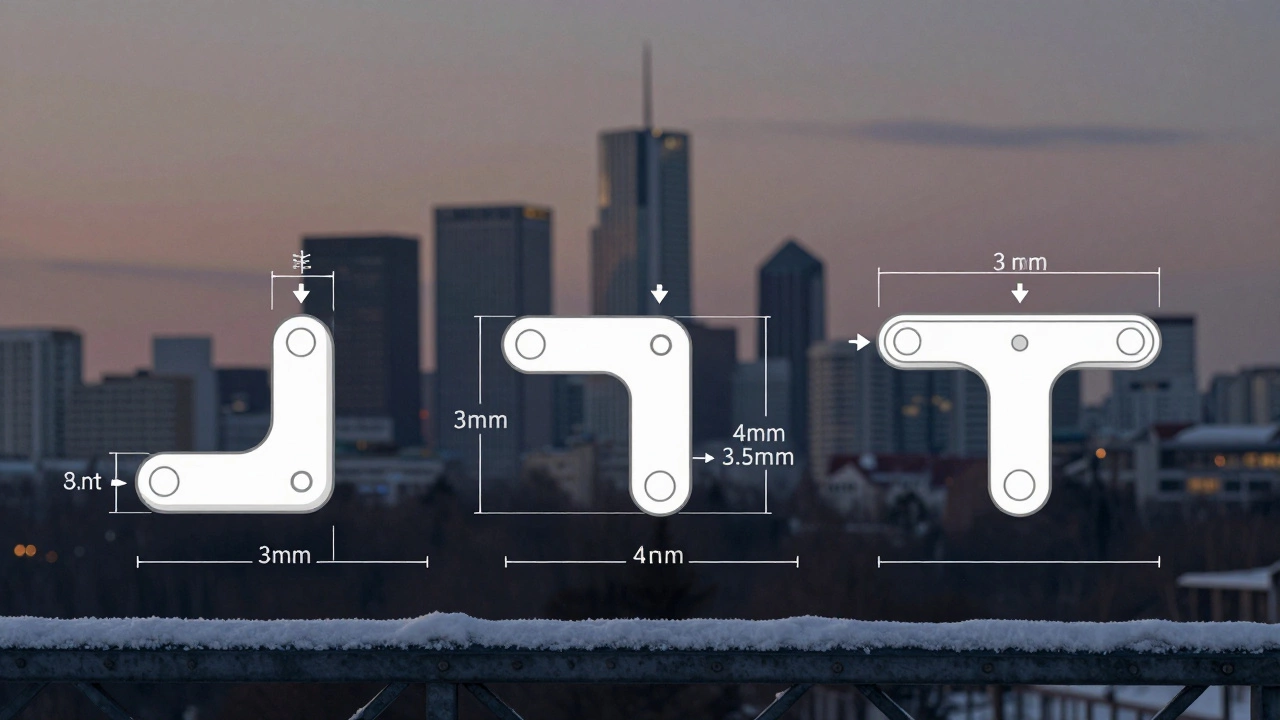
- Толщина металла: 4 мм
- Минимальный катет: 4 × 0,7 = 2,8 мм → округляем до 3 мм
- Рекомендуемый катет: 4 × 1,0 = 4 мм
Если вы свариваете толстый металл (6 мм и выше), то катет не должен превышать 10 мм - иначе шов начнет перегреваться, а металл - коробиться. В таких случаях лучше делать несколько проходов, чем один толстый шов.
Как учитывать тип соединения
Не все соединения одинаковы. Самые распространенные - это:
- Наложение (нахлест) - один лист лежит на другом
- Соединение встык - края листов соприкасаются
- Т-образное соединение - один элемент перпендикулярен другому
Для нахлеста катет обычно берется равным толщине тонкого листа. Для стыкового соединения - катет равен толщине металла, но шов может быть двойным (с двух сторон). Для Т-соединений - катет зависит от нагрузки: если нагрузка поперечная, катет должен быть 0,8-1,0 толщины основного элемента.
Важно: в стыковых соединениях, где есть скос кромок (фаска), катет измеряется от основания скоса. Если вы не делаете фаску - шов будет слабым, даже если вы его сделаете толстым.
Нагрузка и тип конструкции
Если вы свариваете раму для теплицы - можно использовать минимальный катет. Если вы свариваете кронштейн для подвесного крана - тут уже нужен расчет по нагрузке.
Вот приблизительные рекомендации по нагрузке:
- Низкая нагрузка (заборы, навесы, декор): катет = 0,7 × толщина металла
- Средняя нагрузка (каркасы, фермы, крепления): катет = 1,0 × толщина металла
- Высокая нагрузка (мосты, подъемники, несущие конструкции): катет = 1,2 × толщина металла + дополнительный запас
Для высоконагруженных конструкций лучше использовать формулу: катет = (нагрузка / допустимое напряжение) × коэффициент запаса. Но для большинства частных задач это излишне. Достаточно знать, что если конструкция будет работать под вибрацией, динамическими нагрузками или при низких температурах - увеличьте катет на 20%.

Что делать, если металлы разной толщины
Частая ситуация: вы свариваете тонкую трубу 2 мм к толстой пластине 8 мм. Если сделать катет 8 мм - вы перегреете тонкую трубу, и она прожжется. Если сделать 2 мм - шов не выдержит нагрузки.
Правило здесь простое: катет равен толщине тонкого элемента. Но есть нюанс: шов нужно делать с уклоном к толстому элементу. То есть, не ровный треугольник, а наклонный - чтобы металл плавно переходил от тонкого к толстому. Это снижает концентрацию напряжений.
Также можно использовать вспомогательные накладки - стальные пластины толщиной 3-5 мм, которые устанавливаются сбоку и свариваются с обоих элементов. Это увеличивает площадь шва без перегрева тонкого металла.
Практические советы от мастера
Вот что я проверил на практике в Калининграде, где зимой всё ломается от холода:
- Никогда не делайте шов толще, чем нужно. Даже если вы «перестраховались» - это только увеличивает риск трещин.
- Перед сваркой зачистите кромки до металлического блеска. Грязь и ржавчина - главные враги прочности.
- Сваривайте короткими участками, особенно на тонком металле. Дайте остыть между проходами.
- После сварки проверьте шов визуально: он должен быть равномерным, без пор, трещин и подрезов.
- Если есть сомнения - сделайте пробный шов на обрезке металла и попробуйте его согнуть. Если треснул - увеличьте катет.
Не забывайте: сварка - это не только сила тока и электрод. Это точность, подготовка и понимание, как работает металл. Один хороший шов - это не про «как можно больше», а про «как можно правильно».
Частые ошибки и как их избежать
- Ошибка 1: «Все швы одинаковые». Нет. Шов для крепления лестницы и для рамы гаража - разные по размеру и форме.
- Ошибка 2: Использовать электрод 4 мм на металле 2 мм. Это как стрелять из пушки по воробьям. Шов будет прожженным, а металл - коробленным.
- Ошибка 3: Не учитывать температуру. При морозе металл хрупче. Шов должен быть чуть больше - на 10-15%.
- Ошибка 4: Не проверять шов после сварки. Даже если он выглядит красиво - внутри могут быть поры. Проверяйте магнитным дефектоскопом или хотя бы промойте кислотой и осмотрите под лупой.
Если вы делаете что-то, что будет работать годами - не экономьте на расчете. Один неправильный шов может стоить больше, чем весь проект.
Какой катет сварного шва выбрать для металла толщиной 3 мм?
Для металла толщиной 3 мм минимальный катет - 2,1 мм (0,7 × 3), но лучше взять 3 мм. Это обеспечит надежность при средних нагрузках. Для ответственных конструкций - 3,5-4 мм. Не делайте катет больше 5 мм - это излишне и ведет к перегреву.
Можно ли сваривать тонкий металл с толстым без подготовки?
Нет. Если вы просто сварите тонкий лист 2 мм к толстой пластине 8 мм - тонкий металл прожжется. Нужно делать скос на толстом крае, использовать накладки или сваривать с уклоном. Лучше всего - сначала приварить накладку 3-5 мм, а потом уже соединять её с тонким листом.
Какой электрод выбрать для расчетного катета 4 мм?
Для катета 4 мм на металле 3-5 мм подойдут электроды диаметром 3-4 мм. Ток - 90-120 А, в зависимости от марки электрода. Для тонкого металла (до 2 мм) используйте электроды 2 мм и ток 50-70 А. Не перегружайте - это главное правило.
Почему шов трескается после сварки?
Трещины возникают из-за: перегрева, быстрого охлаждения, неправильного катета, грязных кромок или высокого содержания углерода в стали. Чтобы избежать - сваривайте короткими участками, дайте остыть, зачистите кромки, и используйте электроды с низким содержанием водорода (например, УОНИ 13/55).
Нужно ли проверять шов после сварки?
Да. Даже если шов выглядит ровным - внутри могут быть поры, непровары или микротрещины. Проверьте визуально: шов должен быть однородным, без впадин и наплывов. Для ответственных конструкций используйте магнитный дефектоскоп или промойте кислотой и осмотрите под лупой. Лучше перепроверить, чем потом чинить.